Tehase osalise tootmise stsenaarium

Tehase osalise tootmise stsenaarium
Seadmete tutvustus:
Tehnilised omadused ja uuendus: SKHZ-B nc H-tala monteerimismasin
1. H-tala keevitamise tootmismeetodiks on h-tala asetamine kuju "Work" järgi ja kahe nurgaühenduse korraga keevitamine mõlemal küljel, mis suurendab oluliselt keevitamise efektiivsust. Sümmeetrilise keevitamise tõttu on veeb pole pärast keevitamist põhimõtteliselt deformeerunud.
2. Ortootiline mehhanism H-kujulise terasest ääriku sirgendamise masin saab pärast keevitamist ekstsentrilise pressrulli abil otseselt korrigeerida kuuma H-kujulise terasest tiibplaadi nurga deformatsiooni, mis vähendab sirgendamisjõudu ja parandab sirgendamise täpsust.
3. Keevitamise spetsifikatsioonide vaatevinklist on H-tala keevitamise spetsifikatsioonid Hiinas suurimad ja välismaal kõige arenenuma h-tala keevitusseadmete tootmise ettevõtte (ESAB Company) h-tala keevitamise tootmisliini näitajad on sama.
4. Monteerimisel ja paigaldamisel võetakse kasutusele montaaži ja püstitamise integreerimine, mis vähendab tööprotseduuri ja parandab tootmise efektiivsust.
5. Rihma ja äärikuplaadi tsentreerimisrežiimis võetakse positsioneerimise täpsuse parandamiseks vastu kaks esi- ja tagumise tsentreerimisrežiimi komplekti.
6. Traadisöötur on keevituspüstoliga pehme ühendatud ja keevituspüstoli nurka saab reguleerida.
7. Suur filee keevisõmblus, kasutades topeltvõimsust (DC + AC) topelttraat, topeltkaar, topeltbasseiniga keevitusprotsess. Selle tootmisliini omadused on Hiinas esimesed.
8. imporditud PLC juhtimine, usaldusväärne, hõlpsasti programmeeritav.
9. Samas jaamas h-tala pidev lõpuleviimine püstitamise, keevitamise, ortopeedia, tõstmise, tühjendamise ja muude protseduuride tootmisprotsessis.
Horisontaalse ääriku korrektor Khj-c
toote ülevaade
Skhj-c horisontaalset äärikukalibraatorit kasutatakse H-tala terase äärikute kalibreerimiseks. Pärast seda, kui H-tala on keevitusprotseduuri lõpule viinud, deformeerub h-tala tiibplaat keevitusrakenduse mõjul ja tuleb enne seda parandada saab kasutada. Seda seadet kasutatakse peamiselt h-ja T-tala tiibplaadi korrigeerimiseks pärast keevitamist.
Muu varustus on järgmine:
Juhtlõikepink / mitmepea sirgvarda lõikamismasin, CGL-4000 / SECTION teraslõikepink, KT-462 / poolautomaatne lõikamismasin, CG2-150B / koopalõikepink, KG-30 / CNC kolmemõõtmeline puurmasin / radiaalpuurmasin, 7-3040 * 16 / magnetiline ratta lõikamismasin, SAG- / treipink, CA6140 / puurimis- ja freesimismasin, ZX-32 / koordinaatpuurmasin, T4240 / ristuva joone lõikamismasin, BH6070 / vertikaalne press, Ya32-31 / horisontaalne press, DC-315 / plaadi lõikamismasinJz016-250 / otsfreesimismasin TXSOB / GD-20 / magnetiline elektriline puur RD-32A / DC keevitaja AX5-50 / vahelduvvoolik keevitaja BXI-500 / C02 keevitaja YM-500KR / uputatud kaar keevitusseade NZA-1000 / elektroodi kuivatuskarp HY704-4
- 50 / voolukuivatusahi HI / 4 l - 20 elektrilist õhukompressorit / diiselgeneraatorit, 200 kw / liivapritsiga masinat PBS - 100 r / värvi pihustusmasinat GPQ9C / kahveltõstukit b / päästikut CDWllHNC CPQ - 1-50 * 2500 / keevitusrulli raam HGZ - 5 a / ääriku sirgendusmasin YTJ 50 / ultrahelivigade detektor ECHOPE220 / digitaalne temperatuurimõõtur RKCDP - 500 / värvikile paksuse mõõtur 345 fb '- MK MK / digitaalne klambriga ampermeeter 2003 / temperatuuri- ja niiskusemõõtja WHM5 / keevituse kontroll joonlaudSK / magnetosakeste defektidetektor DA-400S / vernieri nihik.
Toorainete CNC lõikamine → materjalide kokkupanemine → keevitamine → korrigeerimine → pinnatöötlus → värvimine

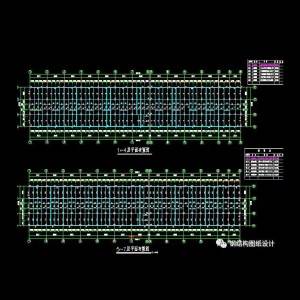
Tootmistsenaarium 1

Tootmistsenaarium 3

Tootmistsenaarium 2